1. G73 (chip breaking cycle) ကို အများအားဖြင့် drill diameter ထက် 3 ဆ ပိုနက်သော အပေါက်များကို စီမံဆောင်ရွက်ရာတွင် အသုံးပြုသော်လည်း တူးသည့် ဓါးအရှည်ထက် မကျော်လွန်ပါ။ 2. G81 (ရေတိမ်ပိုင်းအပေါက်စက်ဝန်း) ကို အများအားဖြင့် တူးဖော်သည့်စင်တာတွင်းများ၊ ချမ်ဖာခြင်းနှင့် တူးအချင်း၏ ၃ ဆထက်မပိုသော အပေါက်များအတွက် အသုံးပြုသည်။ အတွင်းပိုင်း အအေးခံကိရိယာများ ပေါ်ပေါက်လာသဖြင့် စီမံဆောင်ရွက်မှု ထိရောက်မှု တိုးတက်စေရန်အတွက် ဤစက်ဝန်းကိုလည်း တူးဖော်ရန်အတွက် ရွေးချယ်မည်ဖြစ်သည်။ 3. G83 (deep hole cycle) ကို နက်ရှိုင်းသောတွင်းများကို လုပ်ဆောင်ရန်အတွက် များသောအားဖြင့် အသုံးပြုပါသည်။
စက်အား spindle center cooling (ရေထွက်ပေါက်) တပ်ဆင်ထားသောအခါ၊
ကိရိယာသည် အလယ်ဗဟိုအအေးပေးမှုကိုလည်း ပံ့ပိုးသည့်အခါ (ရေထွက်ပေါက်)၊
အပေါက်များကိုလုပ်ဆောင်ရန် G81 ကိုရွေးချယ်ခြင်းသည် အကောင်းဆုံးရွေးချယ်မှုဖြစ်သည်။
ဖိအားမြင့် coolant သည် တူးဖော်စဉ်အတွင်း ထုတ်ပေးသည့် အပူကို ဖယ်ထုတ်ရုံသာမက ဖြတ်တောက်ထားသော အစွန်းများကို အချိန်မီ ချောဆီပေးမည်ဖြစ်သည်။ မြင့်မားသောဖိအားသည် drill chip များကိုတိုက်ရိုက်ကွဲစေလိမ့်မည်။ ထုတ်လုပ်လိုက်သော ချစ်ပ်ငယ်များသည် ဖိအားမြင့်ရေစီးဆင်းမှုနှင့်အတူ အပေါက်မှ အချိန်မီ ထုတ်လွှတ်နိုင်မည်ဖြစ်ပြီး၊ ဆင့်ပွားဖြတ်တောက်မှုကြောင့် ပြုပြင်ထားသော အပေါက်၏ အရည်အသွေး ယိုယွင်းမှုကို ရှောင်ရှားနိုင်မည်ဖြစ်သည်။ အအေးခံခြင်း၊ ချောဆီနှင့် ချစ်ပ်များကို ဖယ်ရှားခြင်းတွင် ပြဿနာမရှိသောကြောင့်၊ ၎င်းသည် တူးဖော်မှုသုံးကြိမ်အတွင်း အလုံခြုံဆုံးနှင့် အထိရောက်ဆုံးဖြေရှင်းချက်ဖြစ်သည်။
Xinfa CNC ကိရိယာများသည် အရည်အသွေးကောင်းမွန်ပြီး ဈေးနှုန်းသက်သာသော လက္ခဏာများရှိသည်။ အသေးစိတ်အချက်အလက်များအတွက်၊ ဝင်ရောက်ကြည့်ရှုပါ-CNC Tools ထုတ်လုပ်သူများ - China CNC Tools Factory & Suppliers (xinfatools.com)
ပြုပြင်ထုတ်လုပ်သည့်ပစ္စည်းသည် ချစ်ပ်များကို ချိုးဖျက်ရန် ခက်ခဲသော်လည်း အခြားလုပ်ငန်းခွင်အခြေအနေများမှာ ကောင်းမွန်ပါသည်။
spindle center cooling (ရေထွက်ပေါက်) မရှိသောအခါ၊
G73 ကိုအသုံးပြုခြင်းသည် ကောင်းသောရွေးချယ်မှုဖြစ်သည်။
ဤစက်ဝိုင်းသည် ခေတ္တရပ်ချိန် သို့မဟုတ် ပြန်လည်ရုပ်သိမ်းသည့်အကွာအဝေးအနည်းငယ်အတွင်း ချစ်ပ်များကို ဖောက်ထွင်းဝင်ရောက်နိုင်မည်ဖြစ်ပြီး၊ သို့သော် စပီကာဘစ်သည် ချစ်ပ်ကို ဖယ်ရှားနိုင်စွမ်းကောင်းမွန်ရန် လိုအပ်သည်။ ပိုမိုချောမွေ့သော ချစ်ပ်ပြားများသည် နောက်တစ်ကြိမ်တူးဖော်ခြင်း၏ ချစ်ပ်ပြားများနှင့် ရောထွေးခြင်းမှ ရှောင်ရှားနိုင်ကာ အပေါက်၏ အရည်အသွေးကို ပျက်ပြားစေခြင်းဖြင့် ချစ်ပ်ပြားများကို ပိုမိုမြန်ဆန်စွာ ထုတ်လွှတ်ပေးနိုင်မည်ဖြစ်သည်။ compressed air ကို auxiliary chip အဖြစ်အသုံးပြုခြင်းသည်လည်း ရွေးချယ်မှုကောင်းတစ်ခုဖြစ်သည်။
လုပ်ငန်းခွင်အခြေအနေ မတည်မငြိမ်ဖြစ်လျှင်
G83 ကိုအသုံးပြုခြင်းသည် အလုံခြုံဆုံးရွေးချယ်မှုဖြစ်သည်။
နက်ရှိုင်းသောအပေါက်ကို စီမံဆောင်ရွက်ခြင်းသည် အအေးခံပြီး ချောဆီအချိန်မီ မဆောင်ရွက်နိုင်သောကြောင့် ဒေါက်တုံး၏ဖြတ်တောက်သောအစွန်းကို လျင်မြန်စွာဝတ်ဆင်စေပါသည်။ အပေါက်အတွင်းရှိ ချစ်ပ်များသည် အနက်ရှိသောကြောင့် အချိန်မီ ထုတ်ပစ်ရန် ခက်ခဲပါလိမ့်မည်။ chip groove ရှိ ချစ်ပ်များသည် coolant ကို ပိတ်ဆို့ပါက၊ ၎င်းသည် ကိရိယာ၏ သက်တမ်းကို သိသိသာသာ လျော့ကျစေရုံသာမက၊ chips များသည် ဆင့်ပွားဖြတ်တောက်ခြင်းကြောင့် ပြုပြင်ပြီးသား အပေါက်၏ အတွင်းနံရံကို ပိုမိုကြမ်းတမ်းလာစေကာ ဆိုးရွားသော စက်ဝန်းကိုလည်း ဖြစ်ပေါ်စေပါသည်။
အကယ်၍ tool ကို ရည်ညွှန်းအမြင့် -R သို့ တူးဖော်ပြီးနောက် အကွာအဝေး -Q သည် အပေါက်၏အောက်ခြေအနီးတွင် လုပ်ဆောင်သည့်အခါ ပိုမိုသင့်လျော်သော်လည်း အပေါက်၏ပထမတစ်ဝက်ကို လုပ်ဆောင်ရန် အချိန်အများကြီးယူရမည်ဖြစ်ပါသည်။ မလိုအပ်တဲ့ အမှိုက်တွေကို ဖြစ်စေတယ်။
ပိုကောင်းတဲ့နည်းလမ်း ရှိပါသလား။
ဤတွင် G83 နက်ရှိုင်းသောအပေါက်စက်ဝန်းကို အသုံးပြုရန် နည်းလမ်းနှစ်ခုရှိသည်။
1- G83 X_ Y_ Z_ R_ Q_ F_
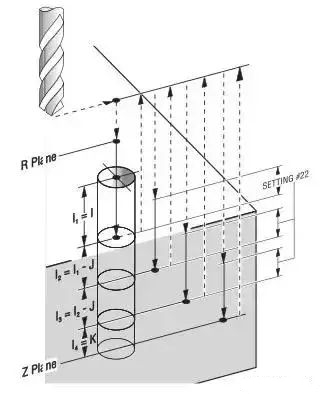
2:G83 X_ Y_ Z_ I_ J_ K_ R_ F_
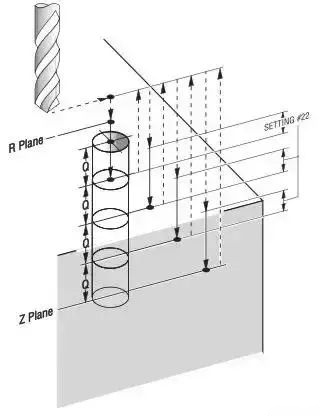
ပထမနည်းလမ်းတွင်၊ Q တန်ဖိုးသည် ကိန်းသေတန်ဖိုးဖြစ်သည်၊ ဆိုလိုသည်မှာ အပေါက်၏အပေါ်မှအောက်ခြေအထိ၊ အကြိမ်တိုင်းလုပ်ဆောင်ခြင်းအတွက် တူညီသောအနက်ကိုအသုံးပြုသည်။ ဘေးအန္တရာယ်ကင်းရှင်းရေး လုပ်ဆောင်ရန် လိုအပ်သောကြောင့်၊ အသေးငယ်ဆုံးတန်ဖိုးကို အများအားဖြင့် ရွေးချယ်လေ့ရှိပြီး ယင်းသည် သတ္တုဖယ်ရှားမှုအနည်းဆုံးနှုန်းကိုလည်း ဆိုလိုပြီး စီမံဆောင်ရွက်ချိန်များစွာကို မမြင်နိုင်လောက်အောင် ဖြုန်းတီးနေပါသည်။
ဒုတိယနည်းလမ်းတွင်၊ ဖြတ်တောက်မှုတစ်ခုစီ၏အတိမ်အနက်ကို I၊ J နှင့် K အသီးသီးဖော်ပြသည်-
အပေါက်၏ထိပ်ရှိ လုပ်ငန်းခွင်အခြေအနေ ကောင်းမွန်သောအခါ၊ လုပ်ဆောင်မှုစွမ်းဆောင်ရည်ကို မြှင့်တင်ရန် ပိုမိုကြီးမားသော I တန်ဖိုးကို ကျွန်ုပ်တို့ သတ်မှတ်နိုင်သည်။
processing hole အလယ်မှာ အလုပ်လုပ်တဲ့အခြေအနေက ပျမ်းမျှဖြစ်တဲ့အခါ ဘေးကင်းပြီး ထိရောက်မှုသေချာစေဖို့ တဖြည်းဖြည်းလျှော့ချတဲ့ J တန်ဖိုးကို အသုံးပြုပါတယ်။ processing hole အောက်ခြေရှိ အလုပ်အခြေအနေ မကောင်းသောအခါ၊ စီမံဆောင်ရွက်ရာတွင် ဘေးကင်းစေရန်အတွက် K တန်ဖိုးကို ကျွန်ုပ်တို့ သတ်မှတ်ပါသည်။
အမှန်တကယ်အသုံးပြုရာတွင်၊ ဒုတိယနည်းလမ်းသည် သင်၏တူးဖော်မှုစွမ်းဆောင်ရည်ကို 50% နှင့် ကုန်ကျစရိတ် သုညအထိ တိုးစေနိုင်ပါသည်။
စာတိုက်အချိန်- ဇူလိုင်-၂၂-၂၀၂၄


